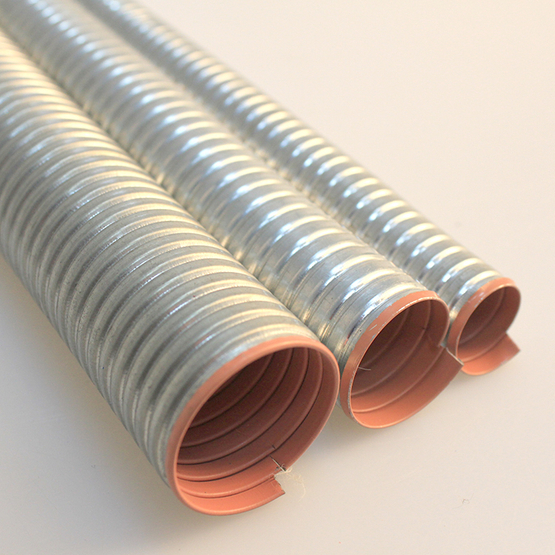
不锈钢软管均在铝管卷管机上成型。卷管机的工艺装备与卷制镀锌金属软管的卷管机不同。 镀锌金属软管卷管机无芯棒,由轧辊出来的型材,在出口导板内经90°的转向,弯卷成管,这样,管子的每一环节均处 于伸张状态,从而使软管富有弹性。管绕头由五个小滚轮组成,调整五个小滚轮的位置,可得到不同直径与升角的软管。 铝管卷管机同镀锌金属软管卷管机不同的是采用成型钩子成型。带料由进口晏板进入轧辊经出口导板11- 66进人成型钩子,卷成软管。 铝合金软管卷管时与铝质软管卷管时的工艺装备不同点是: (1)出口导板除导向作用外,还起板边的作用。在出口导板内外两边的型槽内,装有可板边
更多>