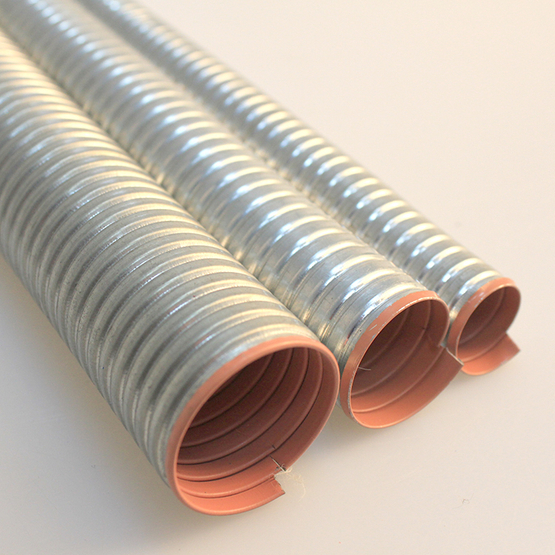
由于材料、规格的不同,不锈钢软管在成型过程中的密封圈尺寸、工作压力、收料长度也各不相同。要确定这些参数,仅按照般理论设计是不够的 ,因为有许多可变域素存在。所以,要通过调试,寻得些经验数据来修正计算中的误差。这样,才能加工出符合设计要求的波纹管。(一)密封圈目前,一般不采用传统的模压橡胶圈,而采用耐磨性较好,强度较高的聚乙烯索制成的密封圈。其制作方法是:根据密封圈槽宽度深度及所用聚乙烯索的断面直径计算下料以后,将两端同时在薄热片两侧熔化,迅速粘接,去除毛疵,便成为需要的密封圈。为确保工作状态下的密封效果,同时,又不使它和管坯内壁产生过大的摩擦力,密封圈的外轮廓尺寸与管坯料理论内孔配合的过盈量控
更多>